PROCESS
- 首頁
- 製造過程
製造過程
1.管體製作
喇叭管、1號管、2號管、吹口管等焊接、加工,音孔抽孔 本體確認後,移至下一工程
1. 材料
配合不同型號及音色特性,材料分為黃銅Brass/磷銅Bronze/純銀Silver三種,裁切成約30公尺的筒狀存放。

2. 2號管焊接
緊密對齊接縫,用約1000度高溫焊接使其密合。

3.錘打
焊接處以錘子錘打,使其平整、確實密合

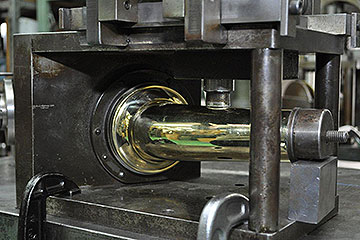
4.管體成型
在模具上放置管體,推入成型模內。如此一來可使管體的錐度貼合,洞口擴大,管體成型。

5.手工整型
分別使用數種類的工具,加壓於滾動中的管體,將機械未能成型的部份加工完成。

6.開音孔
將已成型的管體放入模具內沖孔。
7.抽音孔
轉動手柄將管體上的圓孔向上抽,音孔成型。

8.熱處理
熱處理抽孔完成之管體,使金屬組織均一化。
2.沖壓工程
沖壓機沖壓出部件,然後切削加工、焊接。 比較複雜的部件,從開始到完成約經10道工序
1.沖壓加工
薩克斯風的按鍵及本體部份零件,以沖壓成型。沖壓出來的部件,光是以厚度來分類就有10種以上。

2.部件沖壓
透過沖壓製成的部件,再進行鑽孔、彎折等後續工程。

3.部件加工
沖壓加工後的各種部件,以多種多樣的刀具機器進行削磨切割等多重工序。

4.沖壓模具
為了各個部件所製作的沖壓模具。
完成一個部件可能需要數種模具,所以在薩克斯風製作過程會用到2000種以上的模具。
完成一個部件可能需要數種模具,所以在薩克斯風製作過程會用到2000種以上的模具。

5.鍵柱製作
使用NC旋盤(控制數值的旋盤),能將不同尺寸和加工的鍵柱以公厘為單位精密加工。

6.焊接
包含音孔蓋在內約120種以上的部件,使用銀焊焊至銅條上。

7.部件儲存
約400種部件加工完成後,儲存在資材場。

3.上鍵柱・按鍵試合
在樂器管體上焊上鍵柱,試合按鍵。
為了最終組裝工程能順利進行,按鍵試合是很重要的作業。
1.上鍵柱
以約400度高溫錫焊鍵柱至管身上。

2.按鍵試合(1)
將1號管與喇叭管結合,到此階段已能看到薩克斯風的原型。

3.按鍵試合(2)
在組裝工程時,為了提升組裝閉合的精準度,先進行按鍵試合。同時也再次確認是否有銀焊時造成的污損或不夠完美的按鍵。

4.雕刻
藉由資深職人仔細謹慎的手工,呈現高雅雕刻。

4.表面處理(拋光、塗裝)
焊上鍵柱後,將泡入藥水中已去除多餘的焊料的管體與按鍵組合,然後以磨砂紙局部研磨後進行噴漆作業。
1.按鍵拋光
所有的按鍵和管體在進行表面塗裝前,都會先進行拋光作業。

2.管體拋光
表面塗上研磨劑,分段式輕柔的進行拋光研磨

3.超音波洗淨
在表面塗裝前先以超音波洗淨,洗去油脂及殘留的研磨劑。

4.噴漆
噴漆後放入烤箱內烘乾。

5.組裝與檢查
到這個步驟,樂器管體和按鍵都已經上漆完成。再將皮墊、軟木、羊毛氈貼合後,就可以開始組裝。同時要特別小心注意不能刮傷表面。
1.軟木・皮墊貼合
在完成塗裝的按鍵黏上皮墊及軟木。以熔點區分,會用到三種類的皮墊黏著劑。軟木使用壓縮軟木,能使組裝完成後整體平衡的偏差減少。

2.組裝(1)
為了避免刮傷樂器,在表面貼上保護膠帶後進行組裝。首先從右手的按鍵開始,再到左手按鍵、側鍵依序進行。

3.組裝(2)
調整皮墊,以燈管確認按鍵密合度。

4.組裝(3)
安裝喇叭管,最後組裝左手小指的最低音按鍵,調整後完成。

5.檢查
全體組裝完成後作最終檢查。調整按鍵的平衡和鋼針,然後試合吹口管後完成。

6.擦拭・包裝・運輸
1.擦拭
檢查後拆下保護膠帶,擦拭表面指紋及髒污。
同時檢查是否有表面刮傷。
同時檢查是否有表面刮傷。

2.包裝(1)
將擦拭完成的樂器小心的放入樂器箱。

3.包裝(2)
然後一把一把仔細的放入紮實的紙箱中包裝。

4.運輸
由貨車運送至日本國內的經銷店和港口。柳澤樂器除了在日本國內眅售,也出口至其他20多個國家。

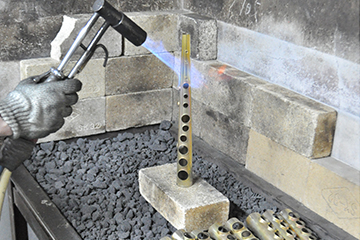
7.吹嘴

左邊是製作金屬吹嘴的材料。
右邊是製作中的吹嘴。
右邊是製作中的吹嘴。

導流板預先加工 (在其他步驟中會以銼刀和砂紙等來進行手工打磨)

在吹嘴上磨出溝槽
以用來貼硬橡膠牙墊片。
以用來貼硬橡膠牙墊片。

放大照片。

製作硬橡膠吹嘴的機械工程,以機械加工外形,再以耐水砂紙研磨表面。

使用銼刀修磨導流板等部位,再以砂紙整磨。外型再度研磨,竹片台面和導流板最後修整,吹嘴完成。

放大照片。
在此介紹的只是工廠作業的一部份,其他還有各式各樣的工程。
柳澤樂器從製作到完成,約經過100個人的手。
薩克斯風是相當精密的樂器。
管體輕薄,約0.7~0.8mm,不只是直接撞擊,就算是碰倒了樂器箱內的樂器,也有可能造成管身變形。又或者是放在軟袋、包裝箱內也有可能在沒注意到的狀況下撞傷。
使用後的清潔對於皮墊等耗材的維護是很重要的。
我們建議3~4個月進行定期保養及氣密調整,以維持樂器演奏的最佳狀態。
澤對於每一把樂器傾盡全心力,
如果您也一樣全心珍惜您的樂器,相信它會全力應援您的演奏。